 Pro-Cam Services was able to boost revenue by $1 million over two years by adding presetting to its setup process. Pictured here: foreman Alex Bassett (left) and his father, company owner and founder Tom Bassett II, right. (Image provided by Zoller Inc.)
Pro-Cam Services was able to boost revenue by $1 million over two years by adding presetting to its setup process. Pictured here: foreman Alex Bassett (left) and his father, company owner and founder Tom Bassett II, right. (Image provided by Zoller Inc.)
It’s natural to have some healthy skepticism before implementing a new product or process. But it’s hard to argue against real-world results. Tom Bassett II, the founder and owner of 25-person job shop Pro-Cam Services LLC in Zeeland, Mich., recently discovered this regarding presetting.
He initially didn’t think the technology was a good fit for his business. But he eventually opted to take a chance on a Zoller Smile 420, which resulted in immediate dividends, boosting Pro-Cam’s revenue by $300,000 the first year and another $700,000 the second year.
A presetter effectively increases capacity without adding another metal-cutting machine, Bassett explains. “It’s just simple math. If you look at how much time you spend touching off tools, that’s time the machine is not running. And our customers don’t pay us to touch off tools, they pay us to make chips.”
Conversely, he adds, an operator can preset an entire magazine of 40 tools with the Zoller presetter, without interrupting the machining center, then load those tools into the machine in about 10 minutes, versus touching off the tools in the machine, taking 45 minutes or more. Even before he’d gotten the machine, Bassett had calculated a three-month ROI.
Brendt Holden, president of Haimer USA LLC, Villa Park, Illinois, has sold shrink-fit tooling systems, balancers, presetters and other such equipment, but he says presetters are the one piece of equipment that customers, “absolutely everyone—100% across the board,” can’t imagine doing without.
It’s Easy
People hesitate to get a presetter because the impression is they’re hard to use. But that’s far from the truth; anyone can learn how to take basic measurements in less than an hour. At Pro-Cam, Bassett knew he’d get pushback, especially from a grumpy—but respected—40-year veteran in the shop. Bassett challenged the tech to compare the “old way” of measuring with the presetter. Not only did the “old timer” pick it up right away, but “in less than a week, according to Bassett, he was using the presetter and wasn’t touching his tools off anymore.
Today’s presetters are so easy to use because even the lowest cost, least sophisticated models have autofocus capability that automatically detects the edge of a cutting tool as the operator manually rotates the holder. The Haimer Microset, for example, has a bar that floats up and down on the screen, following the edge of the tool in the camera’s view.
“When you’re in focus, it’s green. That’s all you need to know,” Holden says. “If it’s in green, you know you’re at the actual maximum edge at that point.” Presetters from Zoller Inc. (Ann Arbor, Mich.) and Speroni SpA, represented in the United States by Big Daishowa Inc. (Hoffman Estates, Illinois), are similar.
 It’s easy: The green bar tells the operator the presetter camera has found the edge of the tool. This model can also balance tool assemblies. (Image provided by Haimer USA)
It’s easy: The green bar tells the operator the presetter camera has found the edge of the tool. This model can also balance tool assemblies. (Image provided by Haimer USA)
Software guidance is also simple. “Everything is basically on one screen,” Holden explains. “There’s another screen with a list of all the tools for that job. But other than that, the actual measuring process, looking at the tool image, or looking at the dimensions of the tool, either Z or X, whatever you’re trying to accomplish, is on one screen.”
Most machines also have an incident light camera that enables the operator to see the tool’s surface (as opposed to just the profile). This is handy for detecting damage, or a missing insert, that might go unseen without magnification.
Finally, the software interface typically carries across each company’s product line as well. The main competitors all produce manual machines with an autofocus, semi-manual machines (several axes move automatically) and full CNC machines in which the entire measurement process is automatic. But the software is similar in all cases. Of Haimer’s 27 models—including models that combine shrink fit and presetting, or presetting and balancing—26 use the same software.
Press a Button and Go
A full CNC machine can be even easier than a manual or semi-automatic machine, contends Patrick Cratty, sales manager for TMS at Big Daishowa. You hit “start” and the toolholder rotates automatically as the vertical and horizontal axes move the camera to follow the edge.
“The tool will be measured the same way every time, fast and easy,” Cratty says. “But getting it set up definitely takes a bit more time, because all the tools need to be programmed. If you have step tools, porting tools or some kind of specialty form cutter requiring you to take four or five different measurements to verify that the tool matches the print within spec, all that has to be set up by somebody.”
On the other hand, a good programmer can often pull the needed information from the tool manufacturers’ databases or the CAD/CAM program. “Or maybe they had an existing spreadsheet that has some of the data points that the presetter needs, such as the facing surface of the porting tool, the gauge length, the different diameters and segment lengths,” Cratty notes. “We can integrate that automatically. But it takes someone who’s learned the software better than the average operator.”
If that’s a concern, Big Daishowa can provide support, such as converting a spreadsheet to a layout that matches the Speroni data fields and transfer the data. “From there, we would hope that they would move away from the spreadsheets and start utilizing the Speroni database itself,” Cratty adds. Big Daishowa can also establish a communications link between the presetter and “a multitude of different CAD/CAM interfaces.”
Moving Data Securely
All the major presetter manufacturers offer a variety of methods for exporting the measurement data to the machine tool and/or each individual toolholder. By the same token, Dietmar Moll, Zoller’s director of sales, stresses the importance of assigning a unique identifier to each physical tool, even as the digital twin may represent multiple “sisters” out in the shop.
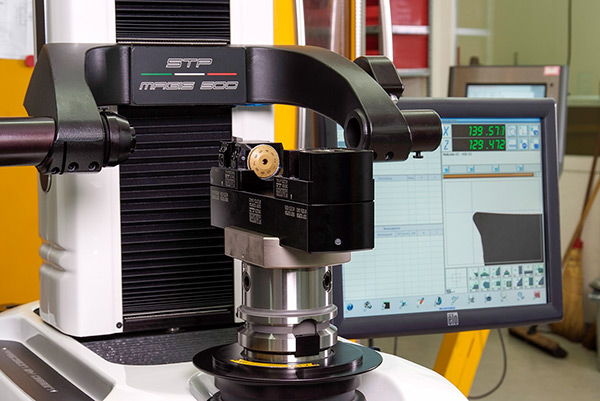 Speroni tool presetters can measure the offsets, runout, and maximum length and diameter, plus visually inspect the cutting edge of a tool to check for wear, fractures and surface finish on reground tools. (Provided by Big Daishowa)
Speroni tool presetters can measure the offsets, runout, and maximum length and diameter, plus visually inspect the cutting edge of a tool to check for wear, fractures and surface finish on reground tools. (Provided by Big Daishowa)
Zoller offers an ID chip with an eight-digit data matrix code that attaches permanently to the toolholder, and Haimer is now etching a unique ID onto every toolholder it builds. Another approach puts the ID on a removable plastic tag, readable via laser scanner. Alternatively, RFID chips deliver the ability to both read and write data to and from the toolholder, which eliminates the need to transfer data to the machine tool separately.
Whatever the method, the goal is to achieve process security by ensuring that the correct data stays with the correct tool from station to station. “You can start at your Zoller powerShrink and it will shrink-fit the tool just by scanning the code, because the software knows what’s required if it’s set up correctly,” Moll says. “Then go to your presetter, scan the chip, and it will automatically measure the tool.” The operator is relying on the program, of course, but there’s no chance of “fat-fingering” the settings.
The same occurs at the machining center. One possible difference, Cratty observes, is: “If you’ve got 15 or 20 tools set up for a job, you’ll save time with a post-processor that transfers all the data into the machine control in a batch. And with Speroni, it is free,” he notes. “You can utilize a post-processor with all our presetters without paying any additional licenses.”
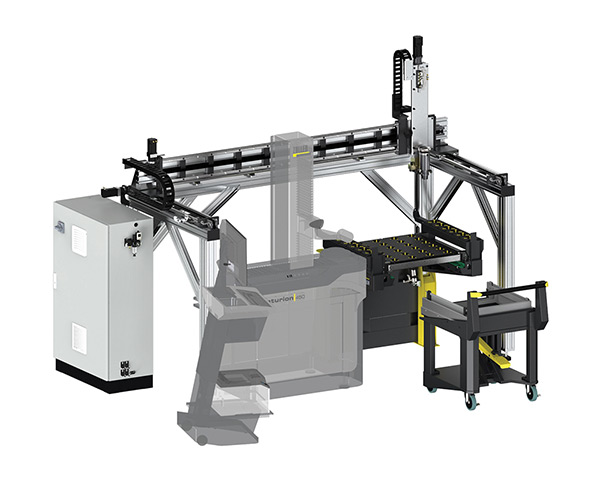 Zoller’s coraMeasure LG system automatically loads and unloads any of their venturion presetters, freeing up the tool crib attendant to perform more valuable tasks. (Provided by Zoller)
Zoller’s coraMeasure LG system automatically loads and unloads any of their venturion presetters, freeing up the tool crib attendant to perform more valuable tasks. (Provided by Zoller)
Another point to consider is the ability of the presetter to handle measuring tasks beyond just the tool height and diameter. Although that’s all the machining center requires, Moll points out, it’s not enough to ensure you’ll get a good part. Zoller and other presetters “can very easily identify, for example, certain step lengths, certain corner radii, certain intersection points. Are they correct?” If not, you’ll get a scrap part.
Thus, an even higher degree of process security can be achieved by programming the presetter to handle both traditional presetting functions plus measuring functions that serve as checks against other tool specifications. If the presetter says it’s not a good tool, you don’t run the part.
The Automated Tool Crib
While all the presetters mentioned can be used on the shop floor, near the machining centers, Moll’s sense is that more companies are leaning toward a centralized toolroom with a controlled environment. He attributes this to a desire to achieve a higher degree of consistency and cost control in a manufacturing environment in which cutting tool consumption is one of the few remaining variables.
Conversely, such optimization is difficult to achieve, Moll says, “if there is a kind of wild, wild west out there, where everybody can do what they want, starting with how they assemble and then measure tools.”
Even if you recognize the value of a centralized tool crib equipped with a CNC presetter, as well as buy into the wisdom of assigning a unique identifier to each tool assembly, with very few exceptions, it still takes a human to assemble those cutting tools. That means a tool crib attendant is still scanning the code on each toolholder, hand loading the tool into the presetter, hitting “start,” waiting until the measurement is complete and then unloading the holder. Moll describes this as “non-value-added, repetitive work” that you’d be wise to eliminate.
Zoller’s solution is coraMeasure LG, which adds a linear loader to any of its new or pre-installed Venturion presetters. While not a radical change in the overall process, it’s an important one nonetheless, according to Moll. The attendant still assembles the toolholders, but now “puts them on a cart with our smart pallet system. He pushes it to the loader’s stationary station. From there, a linear gripper moves the assembled tools from the pallet to the presetter, back and forth.” With a unique identifier on each toolholder and all the measuring programs in the database, all the tools are checked automatically and the data stored. Meanwhile the attendant is freed up for more valuable tasks, such as tool assembly and disassembly.
Haimer has a similar system that automates both shrink-fitting and balancing in a cell. Adding presetting is the next step. Holden says an aerospace customer has already done this on its own. “They run literally 24/7, shrinking, balancing and presetting tools to be prepared for their next jobs.”
Advanced Tool Management
All this can be handled by database solutions that are more or less standard with the mid-level presetter and software solutions available from major providers. Beyond that, presetters can also figure into an advanced tool management system (TMS).
Speroni’s Intelligo, for example, catalogs all the components needed to build up a tool assembly—and includes a 3D layout of the tool crib with every storage location. “Let’s say a job comes up that requires eight tools. Intelligo might tell the tool crib operator that five are already assembled, two of which are already in the machine center that the job is going to run in, and the other three tools need to be assembled from scratch,” Cratty explains. “The Intelligo system will prompt the operator to build these tools from its base components. It then provides 3D images with instructions, like: ‘Go to storage cabinet number two and open drawer number three.’
“This can even be automated with Speroni’s UBI cabinets, such that the correct drawers pop out, everything lights up and it tells you exactly what you need to pull,” he continues. “All while managing tool component and consumable inventory.”
Once the operator assembles the tools, Intelligo directs them to the presetter for measurement. “The presetter will automatically pull up that job,” Cratty says. “It knows which tools need to be measured and which have either already been measured or are out on the floor.”
From there, Intelligo directs the operator to move tools to the appropriate machine, tracking their location (assuming the typical scanners are in use at each location). Depending on the machine control, the location may even be defined down to a specific spot in the changer.
 Assigning a unique identifier to each tool assembly is critical for maintaining a secure process. (Provided by Zoller Inc.)
Assigning a unique identifier to each tool assembly is critical for maintaining a secure process. (Provided by Zoller Inc.)
When the job finishes, the machine operator uses the local Intelligo interface to update the central database. Intelligo might then reassign that tool to another job, or call for it to be returned to the tool crib. The system can also be used to track tool life, even calculating the residual life based on knowledge of cut materials.
“For example, if you told Intelligo that a tool lasts 100 hours cutting aluminum and it’s run for 95 hours, Intelligo would tell you to get a new tool if the next job is going to run for 15 minutes,” Cratty notes.
Zoller offers a similar system, with three tiers of capabilities. Haimer ultimately partnered with an independent firm, Zurich-based WinTool, to deliver TMS. Holden says the solution boasts “25 different CAD/CAM connections, including Mastercam, SolidWorks, Open Mind HyperMill and Siemens NX. … Like anything Haimer makes, we want to keep an open platform, so we can work with other third-party tool management systems as well.”
Although TMS offers a big payback, it also requires a significant investment. “I cannot stress enough that you will require a dedicated person to administer the software,” cautions Felix Kanbach, Zoller’s national service manager. “It will not work if a programmer or a tool crib operator has this as 50% or 30% of their job. You will get nowhere unless you have someone dedicated that also understands what he’s doing.”
It also takes time to implement. WinTool was up and running in its own large German factory in about four months, according to Holden.
Combining Presetting with Shrink-Fit and Balancing
With an understandable desire to provide complete toolroom solutions, Big Daishowa, Haimer and Zoller offer balancing and shrink-fit machines. Curiously, they also offer machines that combine some of these functions, though each would tell you that’s of limited utility.
There are three possible reasons for combining shrink-fit and presetting: A critical need to save floor space; the desire to piggyback the extra function into your shop along with the function that’s easier to justify; or the need to preset multiple shrink-fit tools to a very tight tolerance.
Cratty illustrates the last case: “If you have a twin-spindle, single-drive machine, you need to duplicate tools such that the stick-out is nearly exact. Our FUTURA AutoShrink is a fantastic machine for this. A pin comes up from the spindle and goes through the cavity of the toolholder. So while the tool is hot, this pin is setting the length to exactly what you’ve entered, plus or minus five microns.”
In general, combining functions risks creating a bottleneck and limiting throughput. And some combinations are problematic. For example, the kinematic requirements of a balancer and a presetter are completely different.
“A balancer needs to simulate a spindle speed that a tool would be running,” Moll points out. “In the Zoller case, that’s 1,200 rpm. The spindle is completely different from a presetter spindle. With a presetter, you need to ensure that the tool is clamped day in and day out in the same fashion, no matter who’s doing it. And Zoller guarantees changeover accuracy of one micron with our power-clamping spindle.
“A tool-balancer spindle is not made for that. Likewise, a presetter spindle is not made to be a balancing spindle,” Moll concludes.